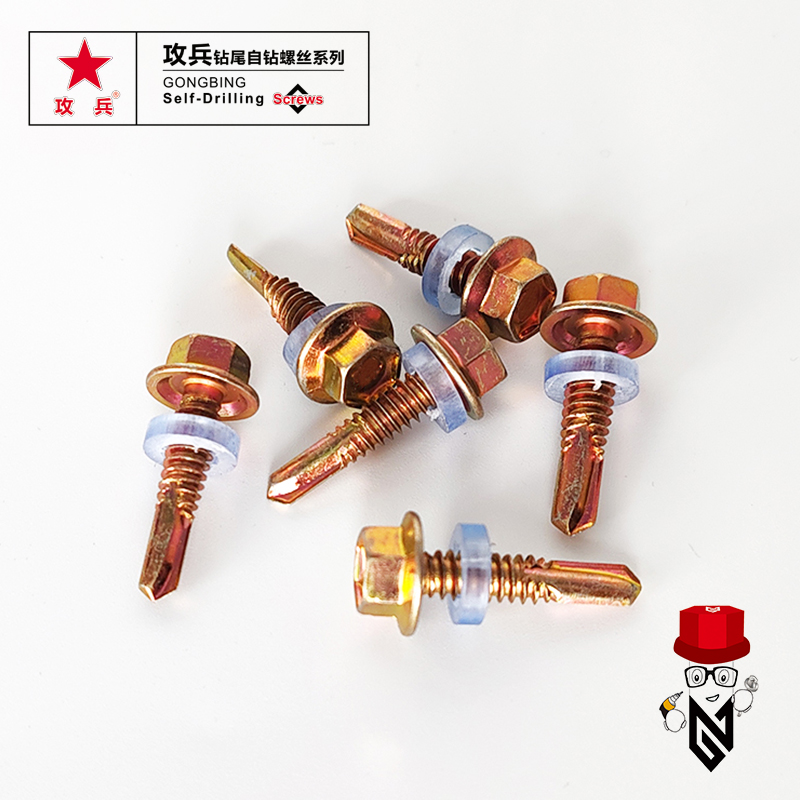
Galvanized Tek screws are self-drilling screws designed for metal-to-metal or metal-to-wood connections. The term Tek refers to the screw's ability to drill its own hole without the need for a pre-drilled pilot hole. This feature not only simplifies the installation process but also saves time, making it a popular choice among contractors and DIY enthusiasts alike.
...
2025-08-14 10:17
2097
 They are commonly used in bolted connections in steel framing, bridge construction, and industrial equipment installation They are commonly used in bolted connections in steel framing, bridge construction, and industrial equipment installation
They are commonly used in bolted connections in steel framing, bridge construction, and industrial equipment installation They are commonly used in bolted connections in steel framing, bridge construction, and industrial equipment installation