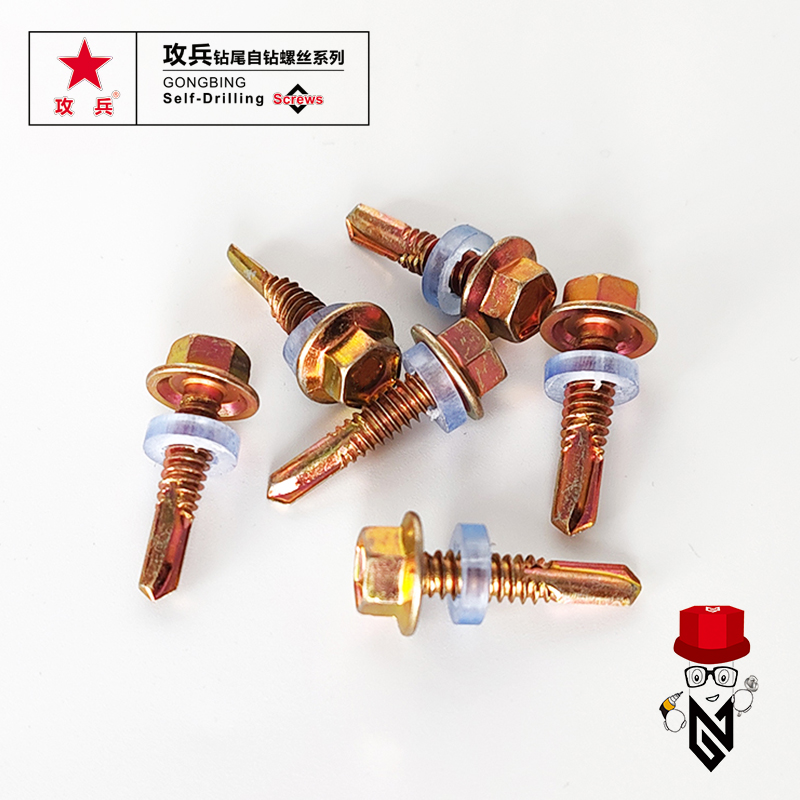
Rubber washers are circular disks made from rubber or synthetic elastomers, often used to create a seal or cushion between two surfaces. When paired with hex head screws, these washers serve to enhance the effectiveness of the fastener by providing a barrier against moisture, dust, and other elements that can lead to degradation over time. This is particularly important in outdoor applications or environments where exposure to the elements is a concern.
...
2025-08-14 08:46
2417