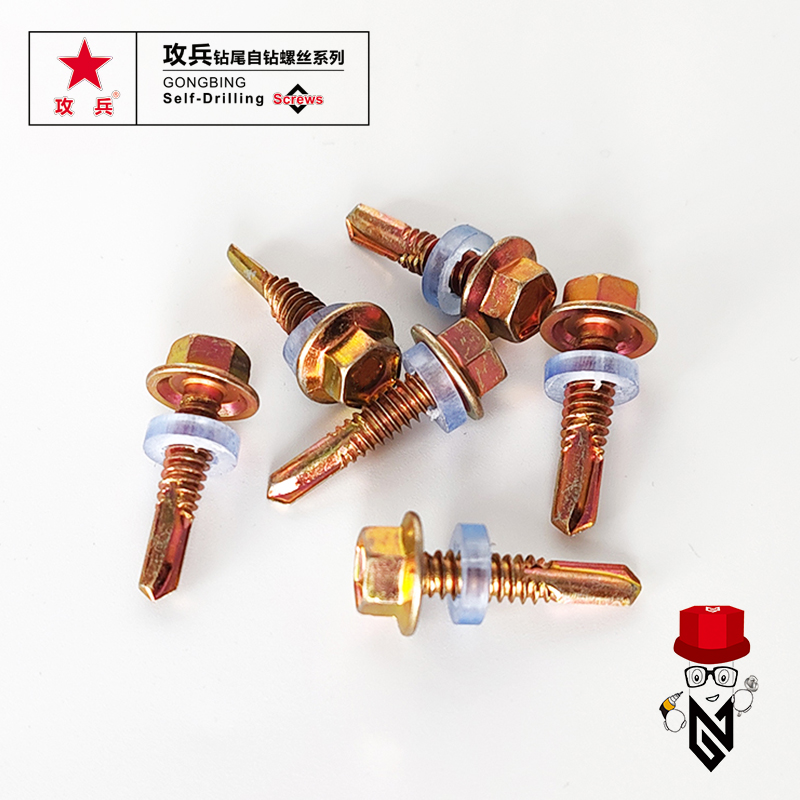
When using hex head self-drilling screws, it is important to choose the right size and type for the job at hand. Using the wrong screw can result in a weak or insecure connection, leading to potential safety hazards or structural issues. It is also essential to ensure that the screws are driven in straight and at the correct angle to avoid stripping the material or damaging the screw.
...
2025-08-15 02:48
1643