In addition to their versatility, fully threaded hex head bolts are also known for their ease of installation. The hexagonal head provides a larger surface area for gripping, making it easier to tighten and loosen the bolt as needed. This is particularly advantageous in applications where frequent adjustments or maintenance are required.
...
2025-08-15 00:14
945
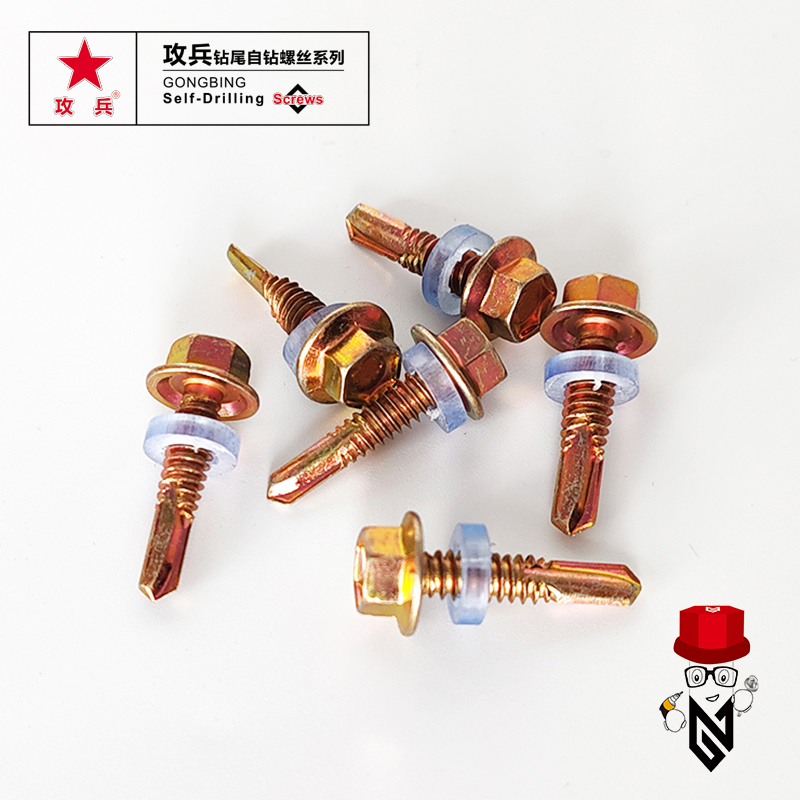 Construction sites utilize them for quick and reliable framework connections, while electronic devices employ miniature versions for compact yet robust internal fastening Construction sites utilize them for quick and reliable framework connections, while electronic devices employ miniature versions for compact yet robust internal fastening
Construction sites utilize them for quick and reliable framework connections, while electronic devices employ miniature versions for compact yet robust internal fastening Construction sites utilize them for quick and reliable framework connections, while electronic devices employ miniature versions for compact yet robust internal fastening


