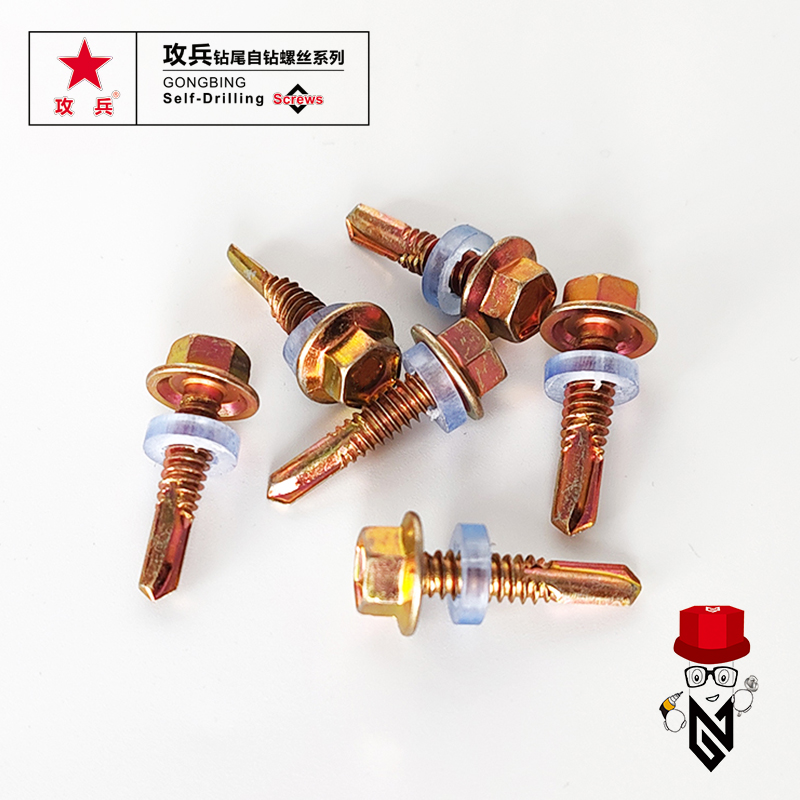
One of the key features of 410 stainless self-drilling screws is their ability to drill their own pilot hole as they are driven into the material. This eliminates the need for pre-drilling, saving time and effort during the installation process. The self-drilling tip also helps prevent splitting and cracking of the material being fastened, resulting in a more secure and reliable connection.
...
2025-08-14 21:04
152